传 真:0574-62972698
座 机:0574-62970745
邮 箱:yyxtl@china-iadapter.com
网址:gsdtarena.com
地 址:余姚市丈亭镇下齐塔路西33号
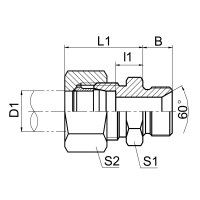
扩口式管接头定制在火力发电厂中被广泛运用干燃油及绝缘油和汽轮机油等运输。因为软管运输的物质有较高的压力和温度。因而,若焊接位置发生泄露或开焊将导致重大事故。金属软管共有里外双层,里层为小φφφ20x2mm软管.表层为经编织的细钢丝网,双层的材质均是1Cr18Ni9Ti。其中软管关键起密封功效,细钢丝网起强度保护作用。目前生产厂生产的软管有三种方式(螺旋一体式、滚焊式和钎焊式)。
因为电站锅炉里的金属运输软管在运行中承担较高的温度和压力,常常遭受弯曲应力的作用。故推荐使用螺旋总体软管。软管运往现场后在软管中加装一个不锈钢短管接头,同时在细钢丝另加一个不锈钢外侧并进行钎焊.钎焊缝必须保证管路工作时的密闭性和承受的压力。
钎焊的结构具备如下特点:钎缝壁形状较为复杂,有波纹状、细钢网等.为保证焊接式管接头定制的密闭性和承载力.对钎焊的质量要求较高,并在批量生产中有充分的稳定性。因为波纹软管和细钢丝网又薄又细,用氧乙炔焰手工钎焊极易造成过热.若超出830℃即生成稳定性强的铬和钦氧化物而不易除去,使钎焊几乎无法进行.故规定钎焊环节中防止氧化。
高压软管接头厂家在焊接生产实践中,由于其独特结钩及不刊因素的影响、选用氧乙快钎焊通常难以达到设计及工艺标准。为妥善处理这一难题,大家选用电弧钎焊新工艺。即在稀有气体维护下进行熔融极电弧钎焊时、电弧位于工件与熔融极之间,周边是保护气体。钎料做为电弧的一个电级。
从焊机中持续送入钎焊区,产生钎焊焊缝的填充金属。熔融极电弧钎焊的特点是钎料熔点低(2%环银钎料溶点为8600~900℃)、冲击韧性高、焊接热影响区小.钎焊时无需应用可能产生腐蚀作用的钎剂.焊后不用清理.设备操作方便.便于完成自动化。



扫一扫,微信咨询